对刀
具体参数设置请参考磨削界面
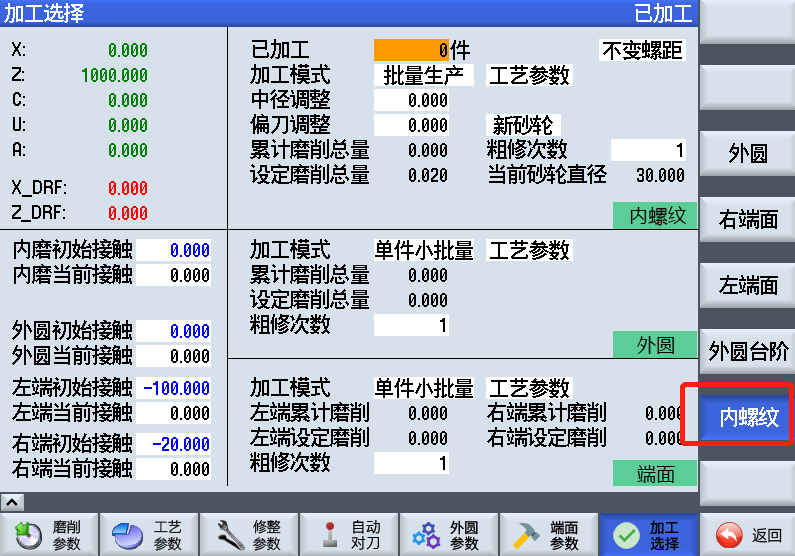
- 打开加工选择界面右侧选项栏的内螺纹
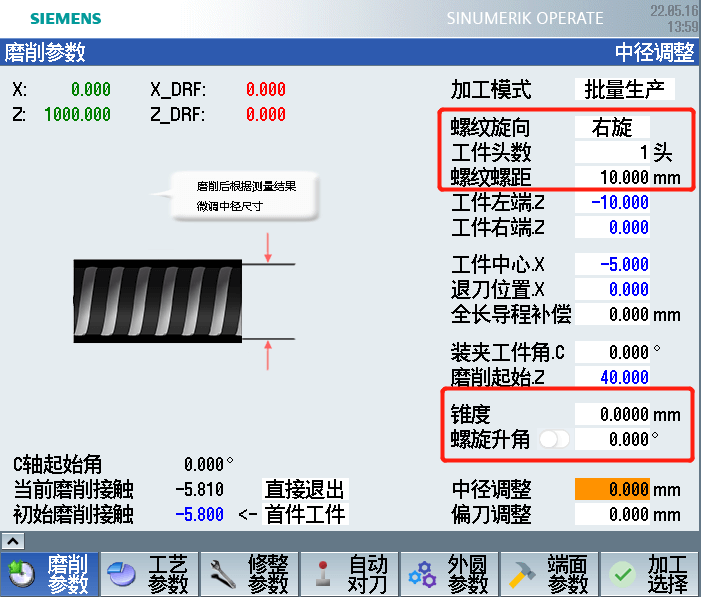
- 打开磨削界面
- 设置工件基本参数(螺距/旋向/升角/头数等)
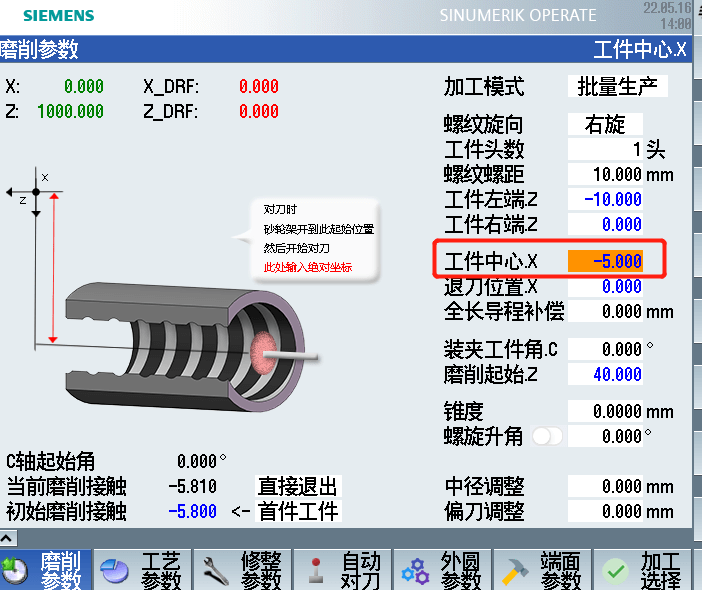
- 设置工件中心参数。具体计算方法参考界面参数表
- 手动将X轴移动到安全位置,确保不产生干涉,记录X坐标到退刀位置
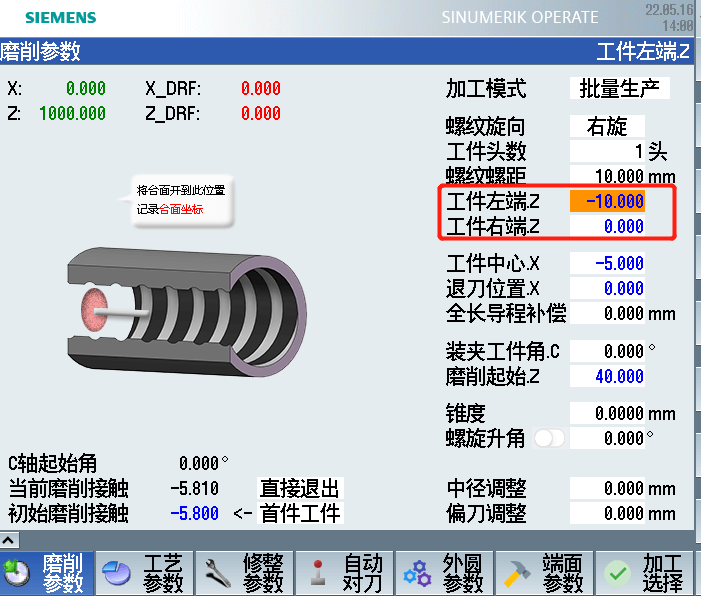
- 开动机床设置工件左右端和磨削起始位置
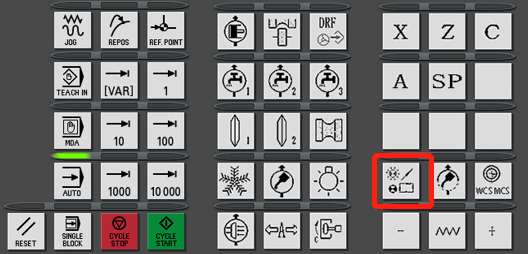
- 点亮手动对刀键,启动程序
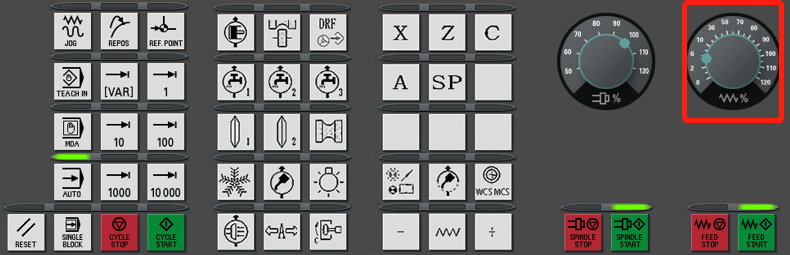
- 点亮DRF键,选择合适手轮步率(1/10/100)
- 砂轮进入工件开始插补动作后,通过手轮控制将砂轮放置到工件槽内
- 砂轮自动开出来后程序结束,关闭手动对刀键

提示
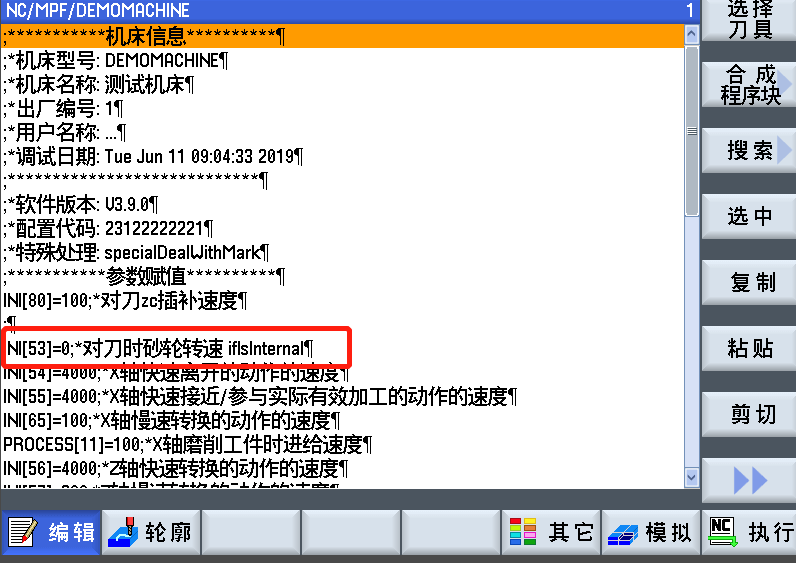
- 对刀时砂轮默认不转,如果要求砂轮旋转,手动修改主程序内:对刀时砂轮转速
- 工件左端可以设置留一些余量,保证对刀安全,后面根据磨削情况调整
- 摇动手轮时将机床倍率调到最小
- 砂轮放到槽内后最好将X轴后退0.1mm左右以保证安全,然后将机床倍率稍微提高,观察是否后段有挤压